





 扫一扫
扫一扫
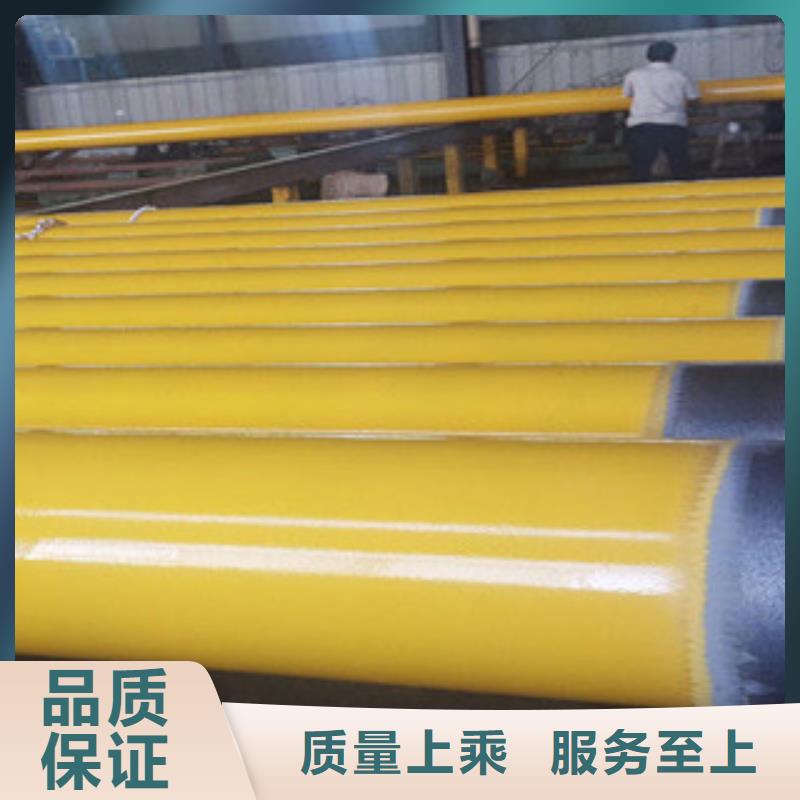
兴昊管道有限公司是一家集 怒江内外涂塑复合钢管、研发、生产、销售和技术服务为一体的高新企业。公司拥有科学、完整的质量管理体系,高精度的 怒江内外涂塑复合钢管、生产设备和认真负责的员工,主要生产销售 怒江内外涂塑复合钢管、,适用领域较广。公司秉承“诚实守信,品质为先”的文化理念,高质价比的 怒江内外涂塑复合钢管、产品、丰富的实践经验和完整的系统解决方案、服务于客户需求。欢迎各界朋友莅临参观、指导和业务洽谈。
环氧粉末防腐钢管3PE防腐钢管用心做产品")
环氧粉末防腐钢管3PE防腐钢管用心做产品")
使胶粘剂层与环氧粉末形成一体,中间粘结剂与底层环氧粉末的粘接属于化学粘接,粘接强度高。且与外层的聚乙烯有很好的熔结强度。3PE涂层目前所采用的成型方式是环氧粉
末静电与热喷涂、中间胶粘剂与外层聚乙烯挤出机热挤出缠绕或挤压包覆成型。但对于螺旋焊钢管或直接焊钢管,无论采用挤出缠绕成型还是挤压包覆成型,焊缝侧总存在缺陷
。并且在低温状态下,由于中间胶粘剂与环氧粉末不存在物理渗透,防腐层受到外界冲击时,防腐层冲击区可能发生破损。若采用三种粉末进行3PE涂装,其涂装通过沉积熔融来
完成,可以减少焊缝防腐层的缺陷,并且粉末的相互渗透熔接增大了接触面积,进一步加大化学键结合,在低温状态下不易出现冲击破碎情况,采用三种粉末材料进行三层PE涂
装成型具有一定的应用价值。
环氧粉末防腐钢管3PE防腐钢管用心做产品")
环氧粉末防腐钢管3PE防腐钢管用心做产品")
具有自主产权的创新成果的这一重腐蚀防护涂层主要有以下几个性能特点:涂层与基体结合力强;涂层自身机械强度高,抗冲击性能突出;涂层的抗渗透能力强;涂层的化学稳
定性好(耐酸、碱、盐侵蚀);涂层表面的粗糙度低,与流体摩阻小可用于内涂层减阻;涂层无毒,满足食品卫生标准。详细介绍了采用喷、抛丸除锈乖静电粉末喷涂、中频炉加
热等工艺的SEBF内外防管道腐蚀生产线的主要设备、技术乖工艺。实际使用证明,采用该技术的管道喷涂生产线大大提高了生产效率和管道防管道腐蚀效果,具有投资少、自动
化程度高等优点,具有广阔的应用前景。
环氧粉末防腐钢管为主体原料制备的环氧粉末涂料具有以下主要优点:1) 涂膜具有一定的外观水平。因为环氧树脂的熔融黏度低,涂膜的流平性较好,同时由于固化时不产生
任何副产物,因此易于得到平整的涂膜。(2) 涂膜的物理机械性能及耐化学药品性能好,并且还具有良好的电气绝缘性。(3) 通过选择合适的环氧固化剂,可以得到常温贮
存稳定性好的粉末涂料(4) 环氧树脂熔融黏度低,因而在熔融混合挤出时,树脂与颜料之间的润湿性好,颜料分散均匀;加之物料熔融温度与树脂的软化点相差不大,这样在
生产过程中不易产生“胶化”粒子。(5) 静电作用性好。环氧树脂具有较高的体积电阻,使得制成的粉末粒子易于带电,静电涂装性能好,涂敷在工件上不易脱落,涂装效率
高。
环氧粉末防腐钢管3PE防腐钢管用心做产品")
环氧粉末防腐钢管3PE防腐钢管用心做产品")
环氧粉末防腐钢管3PE防腐钢管用心做产品")
环氧粉末防腐钢管3PE防腐钢管用心做产品")
环氧粉末防腐钢管3PE防腐钢管用心做产品")
技术支持:cdlgp.com